-
日期: 2021/01/08 | 分类: 新闻中心
1.纤维的性能 (1)纤维的长度:长度短于2Lc(Lc为滑脱长度)的纤维,将使纺纱线强度随着其含量的增加而下降。如棉纤维短绒率平均增加1%,纺纱线拉伸断裂强度下降1%—1.2%。 (2)纤维的强度:纤维的相对强度越高,纺纱线的强度也越高。同时,影响纤维强度的各项因素同样会表现在纺纱线上,但因和纺纱线结构有关,影响又不完全相同。几种不同纺纱线的强度受温度和回潮率的影响,如图2—20、图2—2 ...
-
日期: 2021/01/08 | 分类: 新闻中心
(一)纺纱线的弹性对面料工艺和织物性能的影响 弹性是指纺纱线变形及其回复能力。纺纱线的弹性是构成织物弹性的基本要素,和织物的耐磨性、抗折皱性、手感和尺寸稳定性都有很紧密的关系,因此纺纱线的弹性确定面料整理工艺参数极为有用的性能之一。 (二)纺纱线的弹性指标 纺纱线的弹性指标和纤维相同,主要包含弹性回复率和弹性功率回复率两个指标,其表述的含义和计算方法和纤维的弹性基本相同,详见章第三节,在 ...
-
日期: 2021/01/08 | 分类: 新闻中心
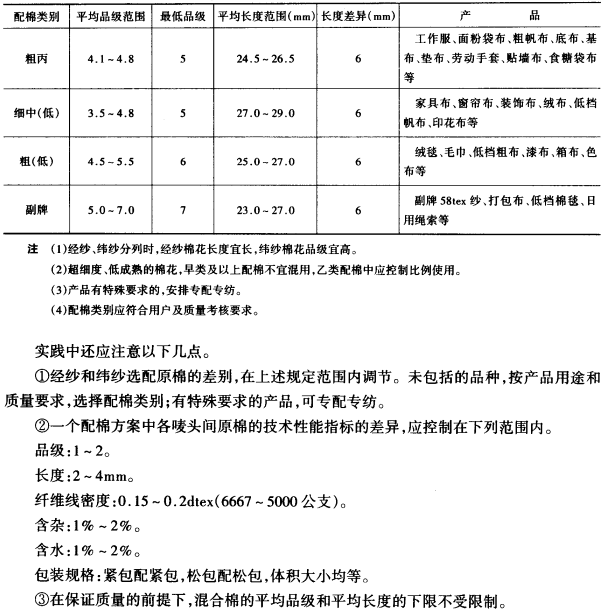
织物品质和构成织物的纺纱线品质紧密相关,纺纱线品质又取决于原材料性质。原材料又是选择纺纱工艺流程、机型和工艺参数的主要依据。因纺纱线的原材料、线密度、用途和整理特点不同,原材料选配可分为原棉选配和化学纤维选配两类。 原棉选配 (一)原棉选配原则 (1)生产多个品种时,应根据质量要求的高低分清主次.在统一安排原棉的基础上,应保证重点产品的用棉。 (2)既要保证成纱质量,减少断头,又要节约 ...
-
日期: 2021/01/08 | 分类: 新闻中心
应按纺纱线线密度、成纱用途及整理特点的不同选配原棉。 1.根据成纱用途和整理特点选配原棉 (1)精梳纱和普梳纱:精梳纱一般为高档产品,要求外观质量好,条干均匀,棉结杂质少。因此,宜选用纤维长度长、品级好、成熟度适中、强力较高、细度较细、棉结杂质较少的原棉。因精梳纱在整理过程中能够较多地排解短绒,原棉短绒稍多,对成纱质量没有显著的影响。普梳纱多用于中档产品,纺纱线质量要求不如精梳纱高.故各项 ...
-
日期: 2021/01/07 | 分类: 新闻中心
晚期低级棉的特点是成熟度差、纤维细、纤维强力低、含水率大、短绒多、疵点多;早期低级棉成熟度较好、含杂较少,但纤维粗、强力低,虫害棉中死纤维(僵片)较多。由于晚期低级棉纤维细度细,对成纱强力有利,可在经纱配棉中搭配一些,对提高经纱强力有肯定的作用;而早期低级棉纤维极、强力低,对成纱强力不利,但其疵点较少,对成纱外观疵点影响不大,故可在纬纱配棉中混用一些。在使用时也要注意其对成品色泽和上色的影响, ...
-
日期: 2021/01/07 | 分类: 新闻中心
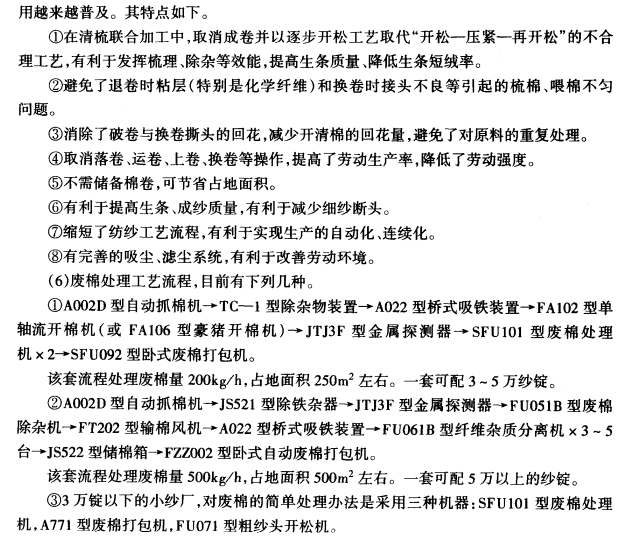
选择工艺流程和机器型号,以便确定纺纱和织造设备的数量,是面料工艺计算的一项重要工作。其中,工艺流程的选择会直接影响面料厂的日常生产治理、产品的产质量和各项技术经济指标。因此,应根据所选机型、原材料的特点和产品的质量要求,合理确定纺纱工艺流程。选择时应注意把握以下原则。 (1)根据纺纱工艺原理和实际生产经验以及定型机器的鉴定资料,完量采纳新工艺、新技术、高效能的机台,以获得较高的劳动生产率。 ...
-
日期: 2021/01/07 | 分类: 新闻中心
在环锭纺纱小,纺制特细特纱、细特纱或质量高的棉花纱线时,一般采纳精梳纺纱系统;中特或粗特棉花纱线采纳普梳纺纱系统,粗特纱用转杯纺纱机纺制可获得较高的经济效益;棉和涤纶混纺化纤织物,产品质量要求高的特细特纱、细特纱,棉需经过精梳整理,涤纶用普梳系统,然后在并条机上混合;化学纤维纯纺或混纺化纤织物时均可用普梳纺纱系统,生产时要根据纤维的特性,采纳给乳、预防粘卷(层)、稳定捻度等措施,以保证纺纱顺利 ...
-
日期: 2021/01/07 | 分类: 新闻中心
1.普梳系统和精梳系统 普梳系统由梳棉工序来完成,精梳系统由梳棉及精梳工序来完成。前者将棉卷(或棉流)进行梳理、除杂、混合、均匀和成条。后者排解短绒,进一步梳理使纤维伸直并去除棉结、杂质,均匀成条。 生产一般棉织物所用的纱或化学纤维纱时.一般经过梳棉机的梳理即能满足质量要求。当纺制质量较高的涤/棉花纱线以及有非常要求的工业用纱时,在梳棉之后,还应经过精梳工序。当原棉中的短纤维在精梳工序中被清 ...
-
日期: 2021/01/07 | 分类: 新闻中心
普梳系统中,并条和粗纱的工艺道数要遵循“奇数准则”,即梳棉和粗纱工序间的设备道数按奇数配置,如“两道并条和一道租纱”。因梳棉条中后弯钓纤维居多(约50%左右),采纳“奇数准则”后,许多后弯钩纤维能在细纱机上牵伸时被伸直。转杯纺纱一般采纳两道并条的工艺。 涤棉混纺化纤织物纱为提高成纱质量,常采纳一道涤纶预并条,以降低涤纶条重量不匀率,提高混纺化纤织物比的精确性,并提高了涤纶条中纤维的伸直平行度 ...
-
日期: 2021/01/07 | 分类: 新闻中心
1.管并和筒并 管并是管纱不经络简机,直接喂入并纱机,省去一道络筒工序。可减少基建投资,但股线张力不够均匀,易产生绕芯纱现象,结杂、细节亦较多。其工艺流程为:管纱→并纱机→捻线机。 管并是简纱喂入并纱机,其工艺流程为:管纱→络筒机→并纱机→捻线机。股线张力均匀,强力较高,结杂和细节较少,接头次数少,生产效率高。 并捻联合是通过并捻联合机将并纱和加捻同时完成,其工艺流程为:管纱→络简机→并捻 ...